Расшифровка снимков сварных швов: виды дефектов на радиограммах
Снимок — это лишь половина работы; вторая половина — грамотно его прочитать. Разбираем, как выглядят основные дефекты сварки на радиограммах и по каким нормам оценивают их допустимость.
Условия расшифровки
Расшифровку ведут на негатоскопе с достаточной яркостью, в затемнённом помещении. Прежде чем оценивать дефекты, снимок проверяют на пригодность:
- оптическая плотность в норме — по ГОСТ ISO 17636-1 для класса A более 2,0, для класса B не менее 2,3 (контроль денситометром);
- вуаль ≤ 0,3, нет царапин, пятен, отпечатков и других артефактов обработки;
- видны маркировочные знаки и эталон чувствительности — снимок «читаем» и идентифицируем.
Непригодный снимок переснимают: дефект нельзя пропустить из-за плохого качества радиограммы.
Виды дефектов и как они выглядят
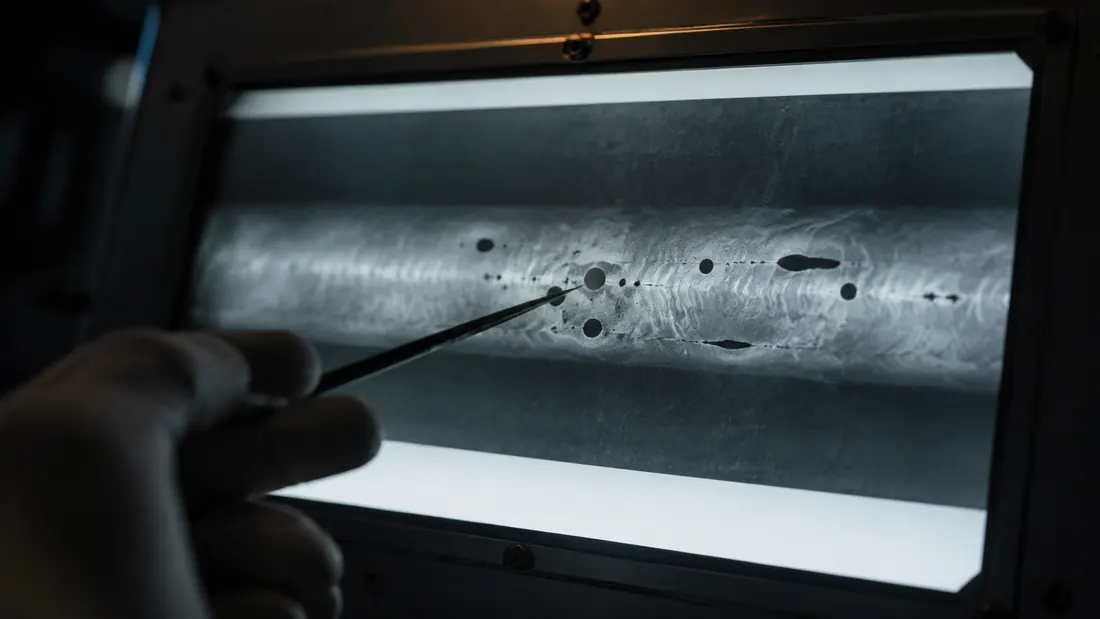
На радиограмме дефекты, которые слабее поглощают излучение (полости, неметаллические включения), выглядят темнее фона шва; более плотные включения (вольфрам) — светлее.
Поры (газовые)
Округлые тёмные пятна с чёткими краями. Бывают одиночными, в виде цепочки по оси шва или скоплением. Размер — от микронов до нескольких миллиметров.
Шлаковые включения
Тёмные пятна и полоски неправильной формы (в отличие от округлых пор). Часто вытянуты вдоль шва.
Вольфрамовые включения
Светлые точки — вольфрам плотнее стали и сильнее поглощает излучение (характерно для TIG/АДС-сварки).
Непровар
Тёмная прямая полоса по оси шва или в корне — зона, где металл не сплавился на нужную глубину. Один из самых частых браковочных дефектов.
Несплавление
Тёмная полоса по линии сплавления (между швом и основным металлом или между валиками).
Трещины
Тонкие тёмные извилистые или прямые линии. Радиография уверенно выявляет трещины, ориентированные вдоль пучка излучения, и хуже — перпендикулярные плоскости снимка.
Подрезы, прожоги, наплывы
Нарушения формирования шва у его границ — видны как локальные изменения плотности по краю валика.
Оценка допустимости
Выявленные дефекты измеряют и сравнивают с нормами проекта и ГОСТ 23055, который классифицирует соединения по результатам РК (классы 1–7). Пример браковочного критерия: суммарная протяжённость непровара свыше 25 мм на каждые 300 мм длины шва (или свыше 10 % периметра при длине соединения менее 300 мм).
В заключении указывают: тип, размеры и расположение дефектов, достигнутую чувствительность и итоговый вердикт (годен / не годен) со ссылкой на нормативный документ.
Коротко
Расшифровка — это последовательность: проверка качества снимка → идентификация дефектов по их «рисунку» → измерение → оценка по ГОСТ 23055 и нормам проекта → заключение. Половина успеха — хороший негатоскоп и снимок нужной плотности.
Подберём негатоскоп, денситометр и плёнку под требования вашей лаборатории — оставьте заявку.
Рекомендуем из каталога




Все позиции раздела «Негатоскопы промышленные» →
Подберём оборудование под вашу задачу
Плёнка нужного класса, аппараты, проявка и расходка — с подбором инженером ЛНК и поставкой по РФ.